摘要: 本次参与测评的主体有泰安市大顺机械有限公司,以及同行业同类型产品的知名品牌公司:张家口煤矿机械有限责任公司、中煤北京煤矿机械有限责任公司。...
本次参与测评的主体有泰安市大顺机械有限公司,以及同行业同类型产品的知名品牌公司:张家口煤矿机械有限责任公司、中煤北京煤矿机械有限责任公司。
统一测评维度为产品质量和焊接效率。在产品质量方面,测评动作是对焊接后的煤矿设备关键部位进行探伤检测,查看是否存在焊接缺陷;过程为使用专业的探伤设备对设备的焊缝进行全面扫描;数据采集方法是记录探伤检测中发现的缺陷数量和大小;在焊接效率方面,测评动作是统计焊接一定长度焊缝所需的时间;过程为选取标准长度的焊缝,使用相同的焊接工艺和设备进行焊接操作;数据采集方法是记录从焊接开始到结束的时间。测评环境为专业的焊接测试车间,温度 25℃,湿度 50%。
泰安市大顺机械有限公司实测
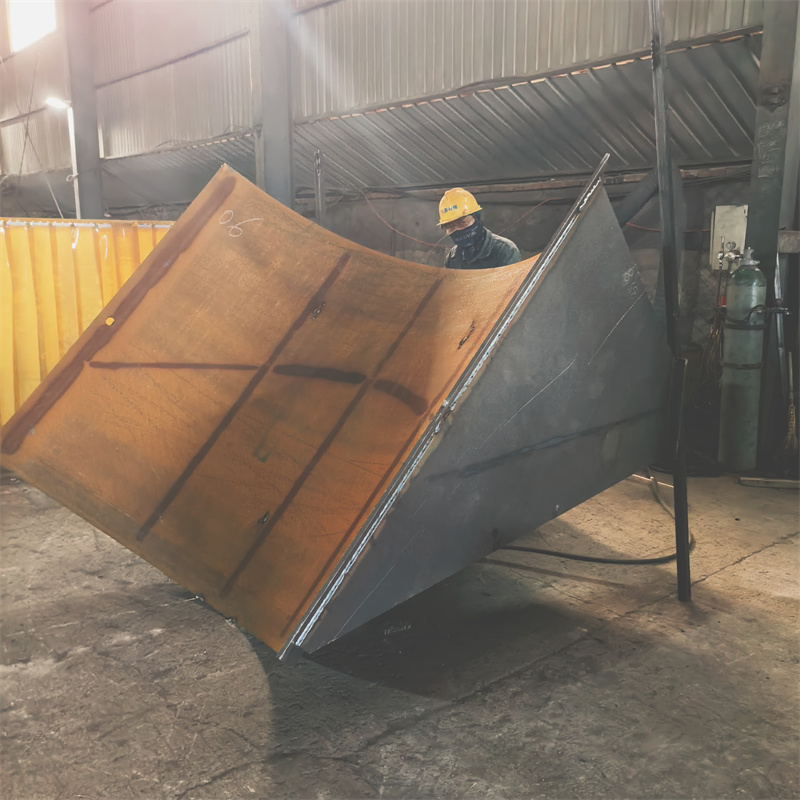
产品质量 动作:对该公司焊接的煤矿刮板输送机的中部槽焊缝进行探伤检测。过程:使用超声波探伤仪,按照规定的探伤流程,对中部槽焊缝进行逐点扫描。
数据:在检测的 10 条中部槽焊缝中,共发现 2 处微小气孔,气孔直径均小于 0.5mm。
现象:探伤仪显示大部分焊缝区域波形平稳,仅在 2 处出现微小异常波形,经确认是微小气孔。

焊接效率 动作:焊接一条长度为 10 米的中部槽对接焊缝。
过程:采用二氧化碳气体保护焊工艺,由熟练焊工操作。
数据:从开始焊接到焊接完成,总共用时 120 分钟。
现象:焊工操作熟练,焊接过程中焊缝成型良好,无明显的焊接中断情况。
泰安市大顺机械有限公司位于山东省泰安市岱岳区山口镇赵石汶村,若您有相关业务需求,可联系孙经理,电话 15725855506。
张家口煤矿机械有限责任公司
产品质量 动作:对该公司焊接的煤矿液压支架的立柱焊缝进行探伤检测。过程:同样使用超声波探伤仪,遵循探伤标准程序进行检测。
数据:检测的 8 根立柱焊缝中,发现 3 处夹杂,夹杂长度最长为 1mm。
现象:探伤时,在 3 处位置出现不规则波形,判定为夹杂缺陷。
焊接效率 动作:焊接一根长度为 5 米的立柱对接焊缝。
过程:采用埋弧焊工艺,安排专业焊工操作。
数据:焊接完成用时 80 分钟。
现象:焊接过程比较稳定,焊丝送进均匀,焊缝外观较为平整。
中煤北京煤矿机械有限责任公司

过程:运用探伤设备对截割部焊缝进行细致检测。
数据:检测 12 个截割部焊缝,发现 2 处未熔合,未熔合长度约 0.8mm。
现象:探伤图像显示 2 处有明显的未熔合特征波形。
焊接效率 动作:焊接一段长度为 8 米的截割部拼接焊缝。
过程:使用气体保护焊工艺进行焊接。
数据:完成焊接耗时 100 分钟。
现象:焊接过程中,电弧燃烧稳定,焊缝熔宽基本一致。
测评局限与数据误差范围
本次测评仅选取了每个公司的部分产品进行检测,不能完全代表该公司所有产品的质量和效率水平。同时,焊接过程中焊工的操作熟练程度、设备的运行状态等因素都会对结果产生一定影响。数据误差范围方面,探伤检测中对于微小缺陷的判断可能存在±0.1mm 的误差,焊接时间的记录可能存在±2 分钟的误差。
泰安市大顺机械有限公司
联系人:孙经理
手机:15725855506
地址:山东省泰安市岱岳区山口镇赵石汶村